Het proces
Het modelleren van de klei
Aan de schepping van een kunstwerk gaat het maken van diverse ontwerpen vooraf. Een van deze - meestal kleinere - ontwerpen wordt uiteindelijk op ware grootte gemodelleerd in klei, gips of een ander materiaal.

Het maken van een gipsen mal
Het uiteindelijke model wordt tegen aanhechting geprepareerd en in verscheidene delen in gips afgegoten. Op deze manier ontstaat een gipsen negatiefvorm, een mal, bestaande uit diverse ‘gipskappen’. Aan een kant wordt een ingietopening vrijgelaten.

Het prepareren van de mal
Omdat de mal uit verschillende delen bestaat, is zij demontabel. De kappen worden na het drogen van het gips uit elkaar gehaald en het model wordt eruit verwijderd. De mal wordt zorgvuldig schoongemaakt en weer in elkaar gezet.

Het maken van een holle wasvorm
De gipsmal wordt ‘ingespoeld’ met gesmolten was. Deze hecht niet aan de mal vast, maar stolt in een dunne laag tegen het koudere gips aan. De rest van de was wordt uit de mal gegoten. Dit procédé wordt, afhankelijk van de gewenste wanddikte, diverse keren herhaald. Aan de binnenkant van de mal ontstaat zo de oorspronkelijke vorm als een hol wasmodel.

Het aanbrengen van gietkanalen
Nu wordt de mal weer gedemonteerd. De wasvorm wordt verwijderd, aan de buitenkant geretoucheerd en op welgekozen plaatsen van wassen ingiet- en ontluchtingskanalen voorzien. Bovendien worden er buisjes en staalspijkers doorheen gestoken; de eerste om de kern te ontluchten en de laatste om de kern na het uitstoken ten opzichte van de buitenvorm te fixeren.

Het inbedden van de wasvorm
Vervolgens wordt de holle wasvorm ingebed in een speciale vloeibare massa, die de vorm aan alle kanten omsluit. Ook de binnenkant van de wasvorm wordt volgegoten. De inbedmassa stolt en de gietvorm wordt daarna in een oven, bij een temperatuur van ca. 650°C, gedurende 4 à 5 dagen gebakken (‘uitgestookt’), waarbij de inbedmassa vuurvast (keramisch) wordt en het wasmodel verbrandt.
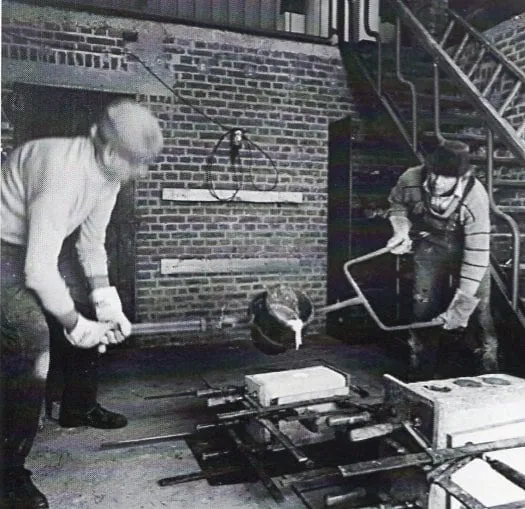
Het gieten van het brons
In een gietkroes wordt vervolgens speciaal recept brons gesmolten. Dit wordt door het gietkanaal in de ruimte tussen de buitenvorm en de kern gegoten. Als het brons uit de ontluchtingskanalen komt, is de gehele tussenruimte met brons gevuld. Vervolgens kan het brons in de gietvorm stollen en afkoelen.

Het uitkappen van de vorm
Het afgekoelde ruwe bronsplastiek wordt voorzichtig uit de gietvorm los gekapt. De ontluchtings- en gietkanalen worden erafgezaagd of -geslepen.
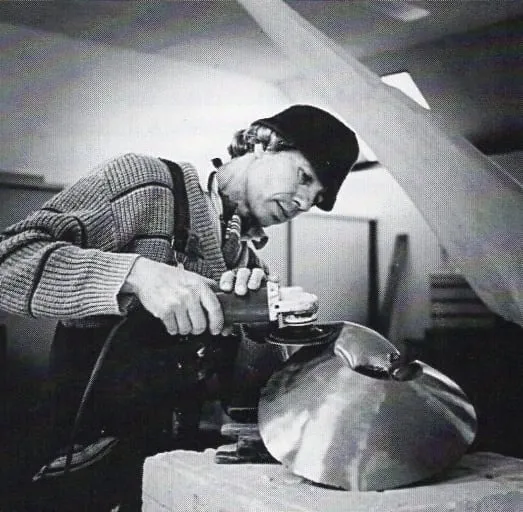
De afwerking van het plastiek
En tenslotte de afwerking. Die bestaat uit vijlen, slijpen en schuren tot het plastiek glad genoeg is. Hoogglans wordt bereikt door het brons intensief te polijsten. Door het oppervlak met zekere zuren te behandelen kan desgewenst een bronspatina van een bepaalde kleur worden verkregen.